В процессе механической обработки происходит затупление инструмента в результате износа материала режущей части Существует ряд гипотез [7, 15], объясняющих процесс затупления дереворежущего инструмента Согласно им затупление может быть следствием механического диспергирования, электрохимической коррозии, электрической эрозии, теплового, окислительного или абразивного износа металла инструмента Эти гипотезы указывают на сложный характер явлений, сопровождающих процесс затупления, но в основе всех этих явлений лежат законы износа материала инструмента при трении.
Износ обусловлен трением стружки и обрабатываемого материала о поверхности резца При этом изменяется микрогеометрия резца, определяющая его режущие свойства Модель механизма износа дереворежущего инструмента может быть представлена как результат работы А сил трения в процессе длительного взаимодействия резца с древесиной A = FтpS, где Fтр — сила трения, Н; S — длина контакта резца с древесиной, м.
Рассмотрим зависимость силы трения при резании от толщины стружки и переднего угла Из теории резания древесины [3J известно, что силы, действующие на режущую кромку и заднюю поверхность резца, не зависят от толщины стружки и угловых параметров (при условии, что задний угол α>5°). Это позволяет считать, что возникающая при резании сила трения по режущей кромке и задней поверхности, а следовательно, и износ также не будут зависеть от перечисленных факторов. Силы, возникающие при взаимодействии передней поверхности резца с обрабатываемым материалом, зависят от толщины стружки и переднего угла. При увеличении толщины стружки возрастает сила трения по передней поверхности. Это означает, что при срезании толстых стружек происходит большой износ резца по передней поверхности. При увеличении переднего угла снижаются силы трения по передней поверхности и, как следствие, уменьшается износ инструмента.
Длину контакта резца с обрабатываемым материалом определяют по формуле:
![]()
где L — количество обработанного материала, м; l — длина контакта резца с материалом при срезе одной стружки, мм; Sz — подача па резец, мм; z — число резцов.
Формула (4) верна для пиления круглыми пилами и цилиндрического фрезерования. При этом номинальная длина контакта при пилении равна l=πDφк/360 мм, где фк определяется по формулам, приведенным в 2.5, в зависимости от расположения пилы относительно обрабатываемого материала и направления подачи.
При фрезеровании l=πDarccos[l—(2Н/D)]/360, мм, где Н — глубина фрезерования, мм.
Из формулы (4) следует, что длина контакта зависит не только от количества обрабатываемого материала, но и от режимов резапия, геометрии инструмента и размеров обрабатываемого материала Два последних параметра определяются через величину I.
Стойкость инструмента — длительность резания (мин) или количество материала (м, м2, м3, шт. и т, д.), обработанного новым и восстановленным инструментом, от начала резания до отказа.
Под восстановлением режущего инструмента понимается процесс его заточки или замены в случае использования неперетачиваемых режущих элементов. Отказ определяется по критерию затупления, который выбирается в зависимости от требований к качеству выполнения конкретных технологических операций. При невысоких требованиях к шероховатости поверхности и точности размеров критерием затупления могут быть приняты предельно допустимые значения износа или силы (мощности) резания. В большинстве случаев в качестве критерия затупления принимаются технологические ограничения: шероховатость обработанных поверхностей, точность получаемых размеров, фракционный состав стручки или щепы и т. д.
![]()
где U — скорость подачи, м/мин; п — частота вращения, мин-1.
На практике стойкость инструмента определяется количеством обработанного материала L (м) или машинным временем Г (мин). Эти показатели для процесса цилиндрического фрезерования могут быть определены по следующим формулам:
На рис 5 представлена зависимость износа инструмента от количества обработанного пиломатериала при фрезеровании древесины сосны с различными подачами резца [16]
Диаметр фрезы —180 мм, глубина фрезерования — 2 мм, длина контакта зуба фрезы с обрабатываемым материалом постоянна и равна 30000 м Из графика следует, что до наступления износа, характеризуемого радиусом затуплении р=24 мкм, и линейного износа по биссектрисе угла заострения Аμ =60 мкм при подаче на зуб Sz = 4 мм можно обработать материала в 4 раза больше, чем при Sz=l мм.
Таким образом, для повышения стойкости инструмента и производительности обработки целесообразно работать с большими подачами на резец. Однако ограничением для увеличения подачи на резец является рост высоты неровностей разрушения и кинематических неровностей (см. 1.14).
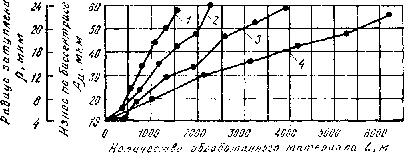
Рис. 5 Зависимость износа инструмента от количества обработанного материала при фрезеровании с различной подачей на резец:
l — Sz=l мм; 2— Sz = l,5 мм; 3 — Sz=2,5 мм; 4 — Sz =4 мм
Аналогично для других процессов резания взаимосвязь между ко¬личеством обработанного материала L (м) н общим путем контакта резwа с древесиной S может быть определена по следующим формулам:
1. Пиление рамными пилами L=SSzz’/h, где z’— число зубьев, уча¬ствующих в процессе резания; h — высота пиления, мм
2. Пиление ленточными пилами; L=SNSzl(ht), где N — длина пилы, мм, t — шаг зубьев, мм
3 Сверление. L = SSIzl(πD), м, где D — диаметр сверла, мм