Неуравновешенность инструмента является одним из источников вибрации и шума при работе деревообрабатывающего оборудования При конструировании инструмента стремятся придать ему такую форму, чтобы он был уравновешен Однако неточности изготовления, изменение формы и размеров инструмента в процессе Эксплуатации приводят к появлению неуравновешенности.
Балансировка — процесс устранения неуравновешенности. Различают два вида балансировки: статическую и динамическую
Статическую балансировку рекомендуется проводить при соотношении длины L и диаметра D, равном L/D < 0,2. Инструмент (рис. 12, а) имеет центр массы, смещенный относительно оси вращения на величину г. При вращении инструмента с угловой скоростью ш будет возникать сила инерции Р=mrw2. Чтобы ее уравновесить, необходимо создать силу Рз, равную Р и направленную в противоположную сторону. Это достигается установкой в плоскости действия силы Р противовеса массой my на расстоянии ry от оси вращения
Обычно задаются расстоянием ry, и тогда масса противовеса равна
Статическую балансировку осуществляют на специальном приспособлении, представляющем собой легко вращающиеся ролики или горизонтальные ножи, точно установленные в горизонтальной плоскости по уровню. Инструмент закрепляется на оправке с посадкой точностью не менее Н7/h7
Для уменьшения момента трения на опорах ролики или ножи, цапфы оправки должны быть термически обработаны и шлифованы. При этом диаметр цапф не должен быть более 15 мм
В процессе балансировки после нескольких качаний инструмент останавливается, когда его центр тяжести займет нижнее положение. В противоположном направлении на корпусе инструмента закрепляют груз (обычно пластилин), подбирая его массу и расстояние от вращения таким образом, чтобы добиться равновесия оправки с инструментом. После этого с утяжеленной стороны инструмента снимается слой металла (сверлением или шлифованием) массой, равной массе уравновешивающего груза.
Динамическая балансировка применяется для устранения неуравновешенности инструмента, имеющего длину L>0,2 D. В таком инструменте неуравновешенные массы могут находиться в нескольких плоскоcтях.
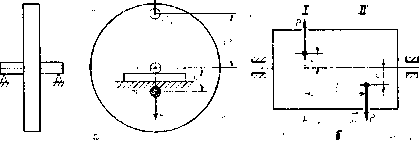
При этом возникают моменты сил инерции, которые в результате уравновешивания должны быть равны нулю. В инструменте (рис 12, б) на равном расстоянии r от оси вращения расположены неуравновешен т. е. силы инерции этих масс взаимно погашаются. Однако он неуравновешен динамически, так как при вращении возникает момент сил инерции, равный М=Рl.
В реальном инструменте может быть различное число неуравновешенных масс, расположенных в различных плоскостях Любое, число таких
масс может быть уравновешено установкой противовесов в двух произвольных плоскостях. Эти плоскости называются плоскостями
исправления Таким образом, процесс динамической балансировки
заключается в том, что дополнительные уравновешивающие массы устанавливают в двух параллельных плоскостях. Динамическую неуравновешенность можно выявить только при вращении инструмента на специальных балансировочных машинах, на которых можно определить величину
и угловое положение уравновешивающих грузов в двух параллельных
плоскостях исправления. Обычно в качестве плоскостей исправления выбирают торцовые поверхности инструмента.
В балансировочных станках дисбаланс определяют по колебаниям, возникающим при вращении несбалансированного изделия Эти колебания передаются на опоры, которые связаны с датчиками. Датчики преобразовывают механические колебания в электрический сигнал, пропорциональный амплитуде колебания опор. Угловое положение неуравновешенных масс обычно определяют с помощью стробоскопического устройства, встроенного в балансировочный станок.
При проведении динамической балансировки (изготовление оснастки, тарировка измерительной системы, последовательность операций) необходимо руководствоваться техническим описанием или инструкцией по эксплуатации конкретного балансировочного станка. Ниже приведены основные технические характеристики балансировочных станков. Станки 9712 разработаны взамен 9710, 9715Р — взамен МС-22М.
Полностью устранить неуравновешенность инструмента практически невозможно. Поэтому в документации на дереворежущий инструмент указываются нормы допустимого остаточного дисбаланса. Во многих случаях дереворежущий инструмент закрепляется на валу электродвигателя.
Поэтому допустимые дисбалансы установлены исходя из допустимых остаточных норм неуравновешенности роторов электрических машин ГОСТ 12327—76 устанавливает нормы допустимой удельной остаточной неуравновешенности в зависимости от частоты вращения. Для роторов средней массы электрических машин 2-го класса точности уравновешивания остаточная неуравновешенность приведена ниже
Допустимый дисбаланс инструмента, устанавливаемого на роторе, отбалансированного при симметричном положении плоскостей исправлении относительно центра тяжести (наиболее общий случай для электрических машин), равен ∆д=5 mе, где m — масса инструмента, кг.
Для большинства дереворежущих фрез, работающих при частоте вращения до 6000 мин-1, масса которых не превышает 5 кг, допустимый остаточный дисбаланс равен =5-10=50 кг•мкм, или 50 г• мм,
При массе инструмента свыше 5 кг рекомендуется определять допустимый баланс из расчета 10 г•мм на 1 кг массы фрезы.