Агрегатная переработка лесоматериалов малых и средних диаметров с одновременным получением обрезных пиломатериалов и технологической щепы позволяет рационально и комплексно использовать сырье, обес-
Инструментальной промышленностью освоены фрезы для агрегатной переработки бревен на линиях ЛАПБ и ЛАПБ-2
Фрезы изготовляются двух типов (рис. 77, табл. 56). тип 1 — фрезы первичного фрезерования; тип 2 — фрезы вторичного фрезерования. Фрезы типа 1 изготовляются в двух исполнениях: исполнения 1 — одно- — резцовые (для линии ЛАПБ) и исполнения 2 — двухрезцовые (для линия

ЛАПБ-2). Основные параметры и технические требования регламентированы ТУ 2-035-1033—86.
Процесс фрезерования бревен на ЛАПБ имеет ряд принципиальных особенностей по сравнению с традиционными методами обработки. К ним относятся большая глубина фрезерования с попутной подачей, существенная трансформация углов резания, необходимость получения качественной щепы и пиломатериалов. Перечисленные особенности нашли отражение в конструкции фрез. Для узла первичного фрезерования предусмотрен набор фрез с дуговыми резцами (тип 1), обеспечивающих резание со значительными подачами на зуб, размещение и удаление образующейся технологической щепы Угловые параметры: 7=40°; 8=35°. Узел вторичного фрезеровании оснащается как фрезами типа 1 для формирования боковых поверхностей получаемого бруса, так и фрезами типа 2, служащими для зачистки верхних и нижних поверхностей бруса перед его раскроем. Фрезы типа 2 оснащены плоскими ножами и имеют углы у=30°, β=40°.

Материал резцов и ножей фрез — инструментальная легированная сталь Х6ВФ или 6Х6ВЗ МФС (ГОСТ 5950—73), твердость HEG.-57.-.61. Материал корпуса фрез — конструкционная сталь 40Х (ГОСТ 4543—71) или марки 45 (ГОСТ 1050—74), твердость HRC»=22. ..32
Получение широкой номенклатуры обрезных пиломатериалов при минимальном числе фрез достигается за счет унификации корпусов и резцов, а также выполнения нескольких шпоночных пазов, что позволяет устанавливать фрезы на вал со смещением. Для всех типоразмеров фрез типа 1 предусмотрен один типоразмер дугового резца шириной 35 мм. Размеры соединения резца с корпусом типа ласточкин хвост определены, исходя
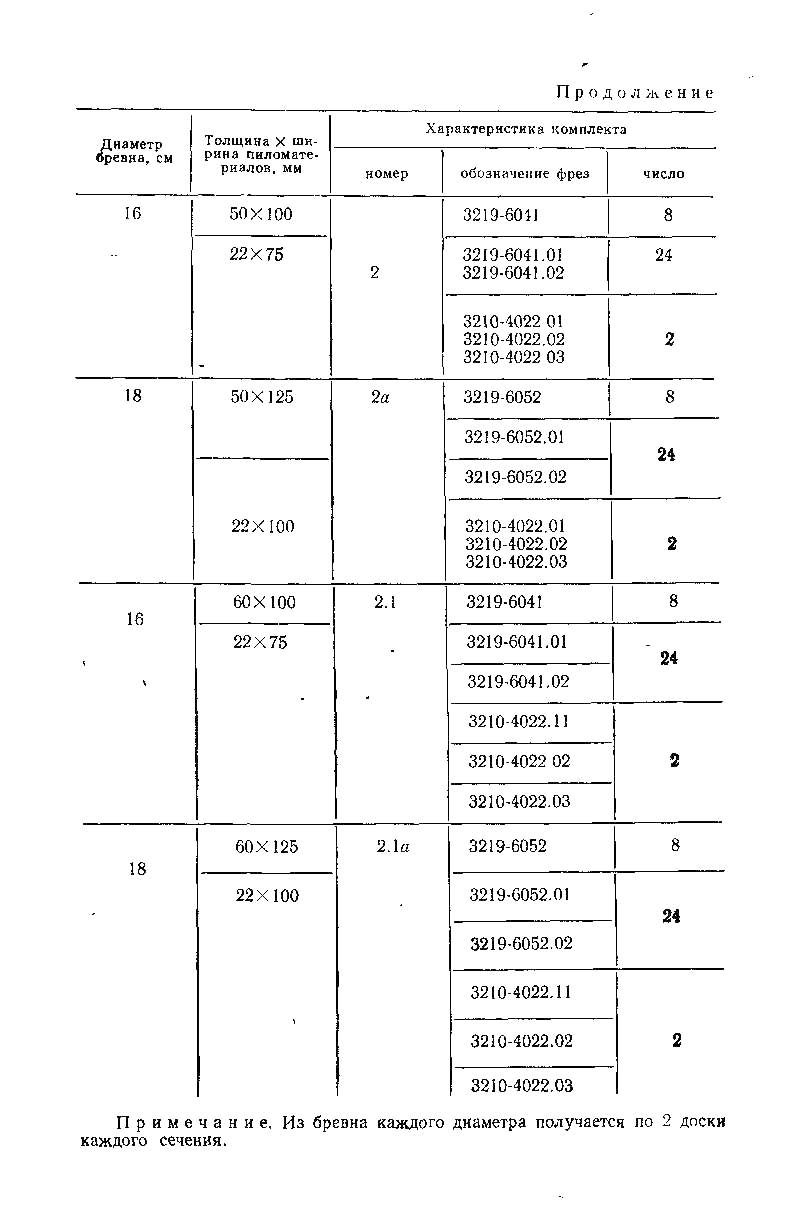
Примечание. Из бревна каждого диаметра получается по 2 доски каждого сечения.
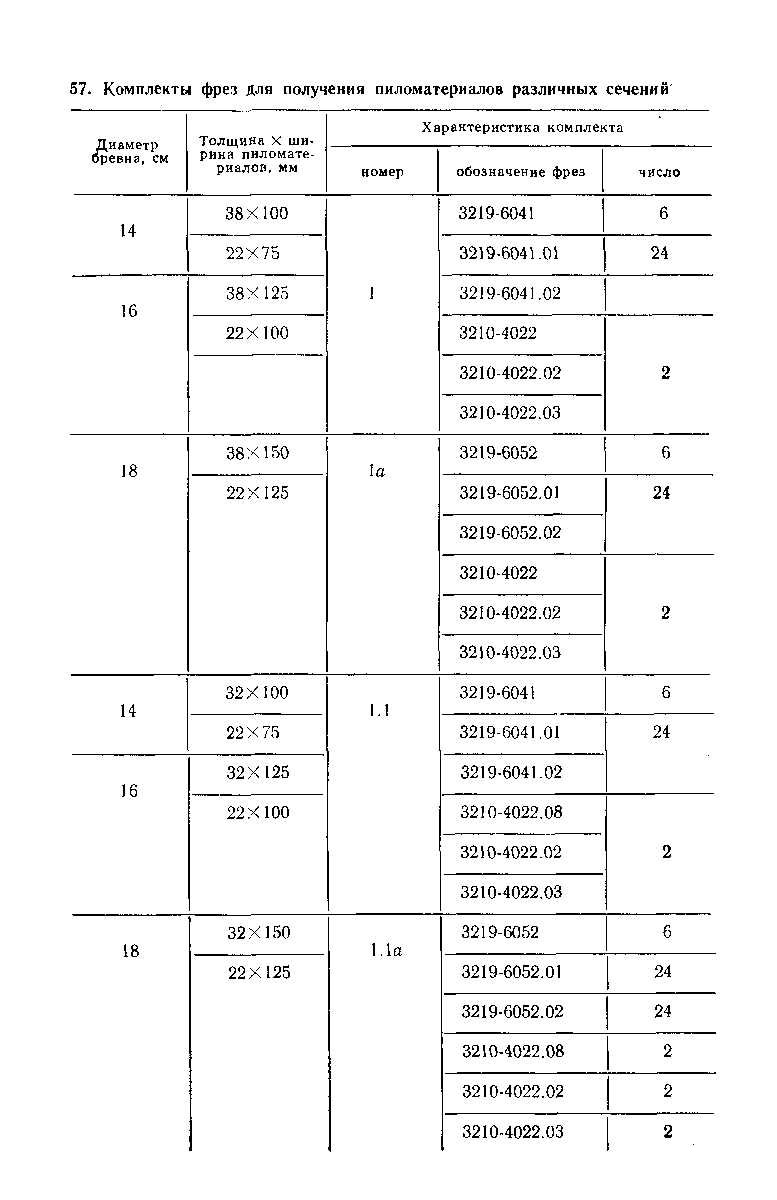
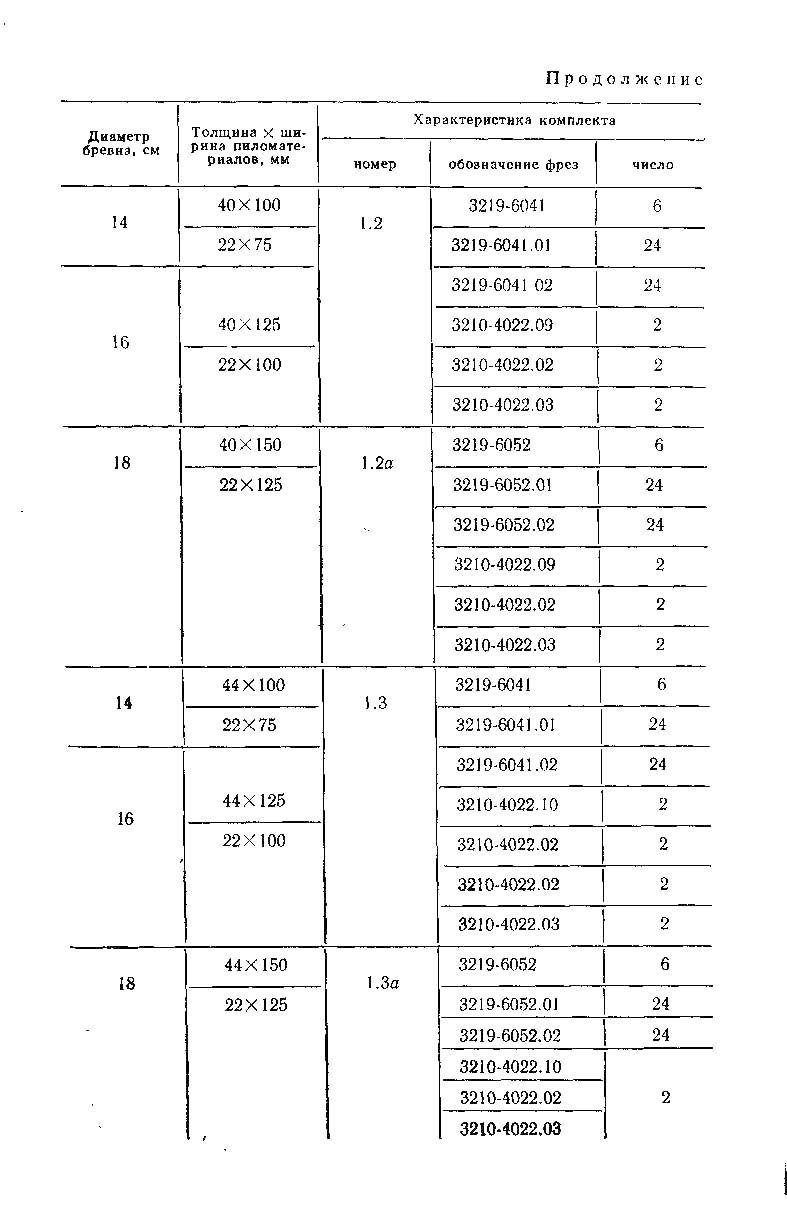
из условий максимальной надежности креплении. В зависимости от диаметра перерабатываемого бревна и размеров получаемых пиломатериалов типоразмеры фрез и их число рекомендуется выбирать по табл. 57. Номера комплектов с индексом а предназначены для оснащения линий ЛАПБ-2 (фрезы двухрезцовые). В комплекты 1. la, 1.2, 1.2а, 2.1 и 2.1а дополнительно должны устанавливаться проставочные кольца толщиной соответственно 2,0; 2,5; 3,5; 4,0.
Заточку резцов и ножей производят по задней поверхности (режимы заточки см. п. 4.1.3).
Шероховатость заточенных поверхностей должна характеризоваться показателем Ra не более 1,25 мкм. Кроме того, фрезы, подготовленные к работе, должны отвечать следующим требованиям: 1. Радиальное биение режущих кромок резцов фрез типа I, исполнение 2 — не более 0,15 мм, режущих кромок пожей фрез типа 2 — Tie более 0,1 мм; 2. Допустимый остаточный дисбаланс фрез должен быть не более.