Первые положительные результаты при применении сверхтвердых материалов для дереворежущего инструмента получены в Грузинском политехническом институте им. В, И. Ленина, Институте сверхтвердых материалов АН УССР. Установлено, что в результате оснащения зубьев пил эльбором повышается стойкость в 10… 15 раз по сравнению с пилами, оснащенными твердосплавными пластинами из сплава ВК15.
В СССР синтез кубического нитрида бора был впервые осуществлен в Институте физики высоких давлений пол руководством академика Л. Ф. Верещагина. На основе теоретических разработок ВНИИАШа, Ленинградского абразивного завода «Ильич» и ряда других организаций н предприятий освоена Промышленная технология производства материалов на основе кубического нитрида бора [4, 11], В настояние время серийно выпускаются следующие марки сверхтвердых материалов (в скобках торговые названия): композит 01 (эльбор Р), композиты 05 и 10 (гексанит Р). Композиты 01 и 10 имеют максимальные размеры (диаметр х длина) 5×5 мм, композит 05 — 9×8 мм. Из этих сверхтвердых материалов наибольшее применение в промышленности нашел композит 01 (эльбор).








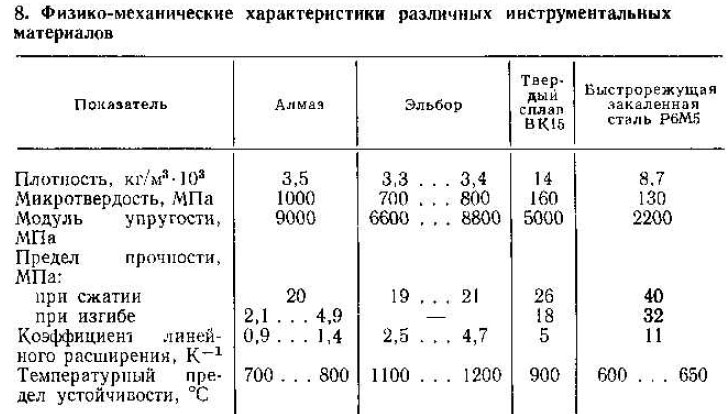
Высокие твердость и теплостойкость сверхтвердых материалов (табл.  определяют их высокую износостойкость по сравнению с другими инструментальными материалами. К положительным свойствам этих материалов относится также химическая стойкость к действию кислот я щелочей. Установлено, что в отличие от алмаза эльбор инертен к железу. Это свойство позволило использовать эльбор в качестве режущих элементов при обработке сталей и чугупов повышенной твердости.
определяют их высокую износостойкость по сравнению с другими инструментальными материалами. К положительным свойствам этих материалов относится также химическая стойкость к действию кислот я щелочей. Установлено, что в отличие от алмаза эльбор инертен к железу. Это свойство позволило использовать эльбор в качестве режущих элементов при обработке сталей и чугупов повышенной твердости.
Однако сверхтвердые материалы имеют ряд недостатков по сравнению с инструментальными сталями и твердыми сплавами: пониженные механические свойства, низкий коэффициент линейного расширения, плохая смачиваемость припоями. Это приводит к значительным технологическим трудностям при использовании сверхтвердых материалов в режущем инструменте.
Композит с корпусом инструмента соединяют двумя методами: пайкой и механическим креплением.
Для улучшения условий пайки используют металлизированный эльбор, т. с. эльбор, на поверхность которого в вакуумной печи нанесен слой адгезионно-активных металлов. Металлизацию проводят на специализированных предприятиях—изготовителях сверх-твердых материалов. При наличии металлизированного слоя можно осуществлять последующую пинку поликристалла на корпус инструмента традиционными средствами путем индукционного или электроконтактного нагрева с использованием припоя Пср-40, флюса № 209, Температура пайки — 650 .. .700 °С, длительность нагрева 10…12 с.
Для предотвращения окисления паяного соединения желательно защитить зону пайки путем подачи в нее инертного газа. Более качественная пайка может быть осуществлена в электровакуумных печах. В другом случае па отдельные вставки из стали напаивают поликристаллы. Полученные комбинированные режущие элементы механически закрепляют в корпусе инструмента.
Однако эти способы пайки не обеспечивают в полной мере надежное и качественное крепление поликристаллов вследствие значительного paзличия коэффициентов линейного расширения поликристаллов из стали.
При механическом креплении предварительно полностью сформированные методом шлифования режущие элементы из композита закрепляют в корпусе инструмента. Для дереворежущих пил с корпусом небольшой толщины и большим числом зубьев, работающих на высокой частоте вращения, этот метод представляет значительные технические трудности.
Несмотря на это, применение сверхтвердых материалов для дереворежущего инструмента, в первую очередь для пил, используемых на автоматизированном оборудовании, является перспективным направлением.
