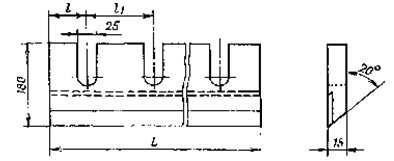
Лущильные ножи, поступающие с завода изготовителя, имеют угол заострения 20°, линейки прижимные — 60° Для получения качественного щпона необходимо, чтобы угол заострения и задний угол ножей имели минимальные значения.
Рис 27 Нож лущильный
При этом угол заострения должен обеспечивать необходимую прочность и жесткость режущего клина Исходя из этого обычно 6-= 18 25° для различных пород древесины и толщины шпона Установлено, что наилучшие условия резания достигаются при заднем угле и=0,5 1,0° для диаметров лущения 100 300 мм и а=2 3˚ для диаметров свыше 300 мм Увеличение заднего угла при лущении чуреков большого диаметра связано с влиянием углов движения (см I2) уменьшение соотношения скоростей подачи ножевого суппорта н вращения чурака по мерс уменьшения его диаметра приводит к увеличению αд, особенно при лущении толстого шпона из чураков большого дна метра [12]
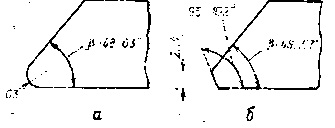
Качество шпона зависит также от геометрических параметров прижимной линейки Практическое применение нашли линейки двух исподне ний с закругленной нажимной кромкой (рис. 29, а) для получения шпона толщиной до 1,8 мм н с нажимной гранью (рис. 29,б)
Рекомендации по заточке ножей см в п. 312
Подготовленные к работе лущильные ножи должны отвечать следующим требованиям 1 Неравномерность ширины ножа не более 0,1 мм на 100 мм длины 2 Отклонение от прямолинейности режущей кромки не более 0,05 мм на 100 мм длины ножа 3 Шероховатость задней режущей поверхности ножа по ГОСТ 2789—73 должна характеризоваться показателем Ra не более 1,25 мкм
Рис. 28, Линейки прижимные:
о —ГМЗ 05.01; б — ГМЗ 0Б.О2; в — ГМЗ 05.03; г — ГМЗ 05.04
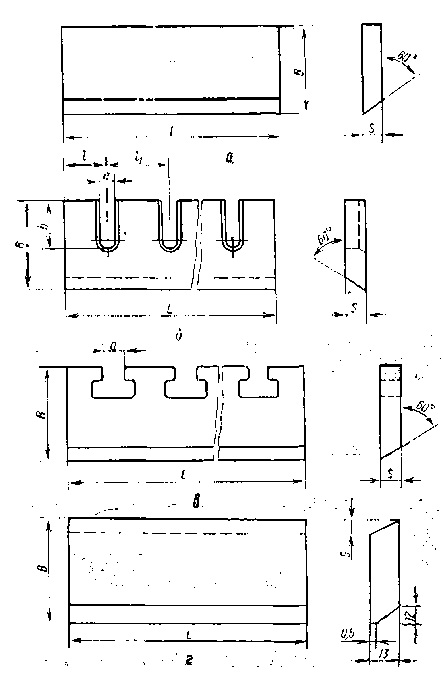
Рис. 29. Геометрия линеек:
Установка лущильных ножей н прижимных линеек для получения шпона различной толщины должна производиться в соответствии с руководством к лущильному станку.
