Выбор основных параметров пил. Диаметр пил определяется конструкцией станка, толщиной распиливаемого материала, диаметром зажимных фланцев и другими факторами. Желательно применять пилы наименьшего диаметра, так как при этом снижается расход мощности на hеpание, повышается качество распиловки и устойчивость пил.
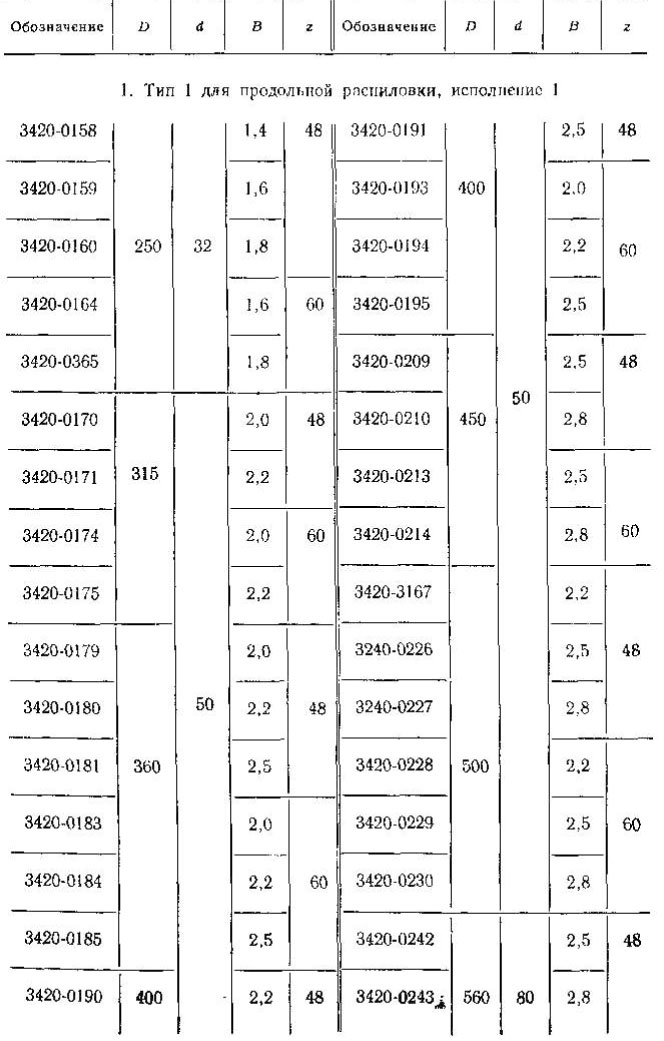
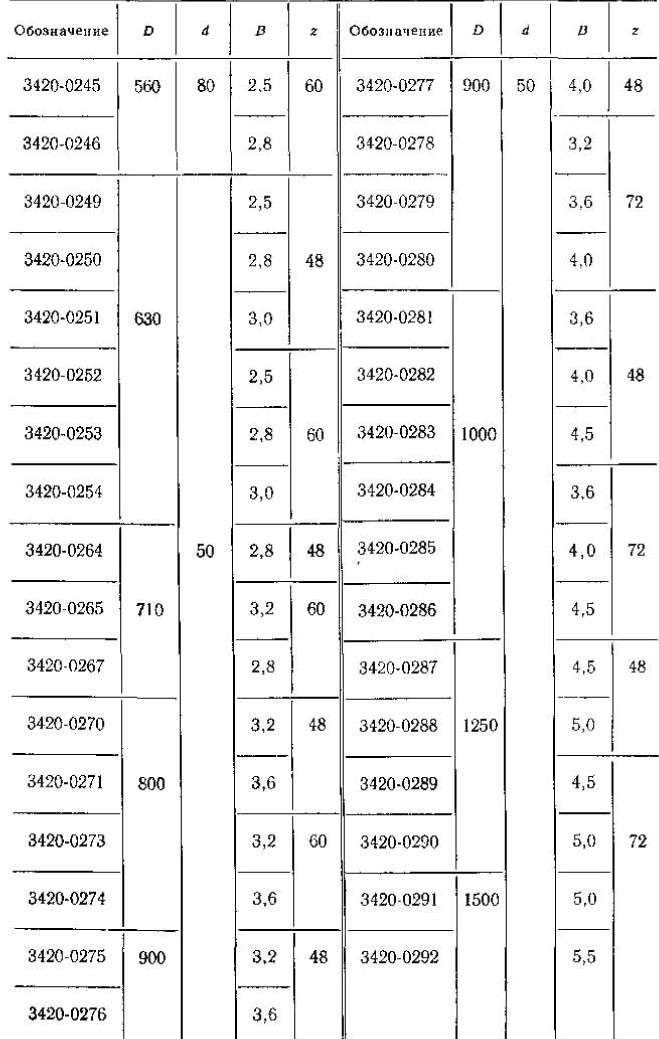
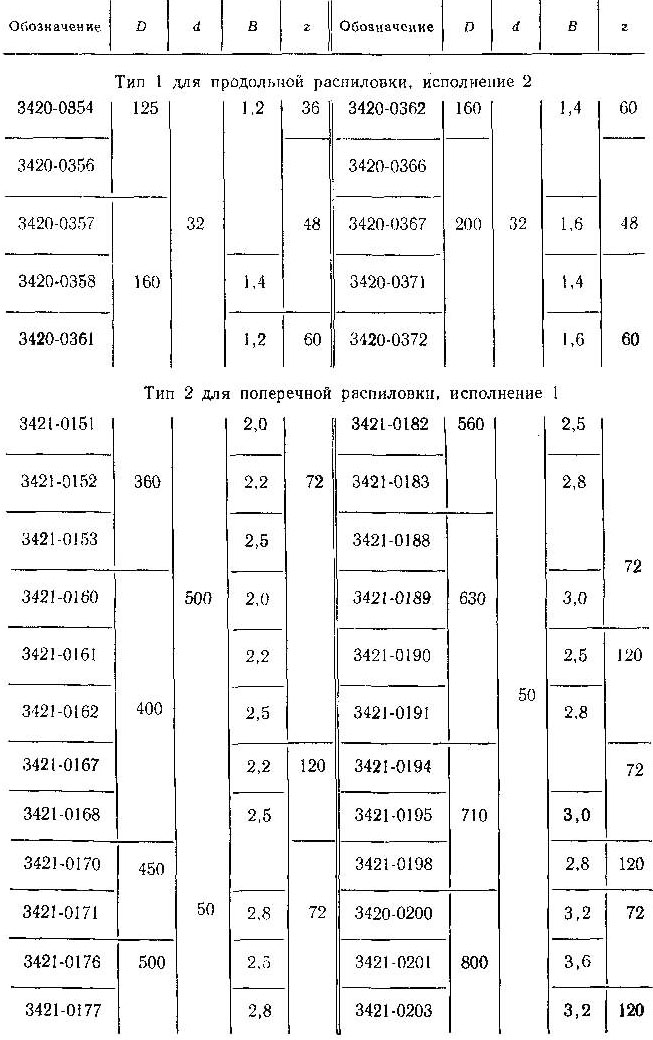
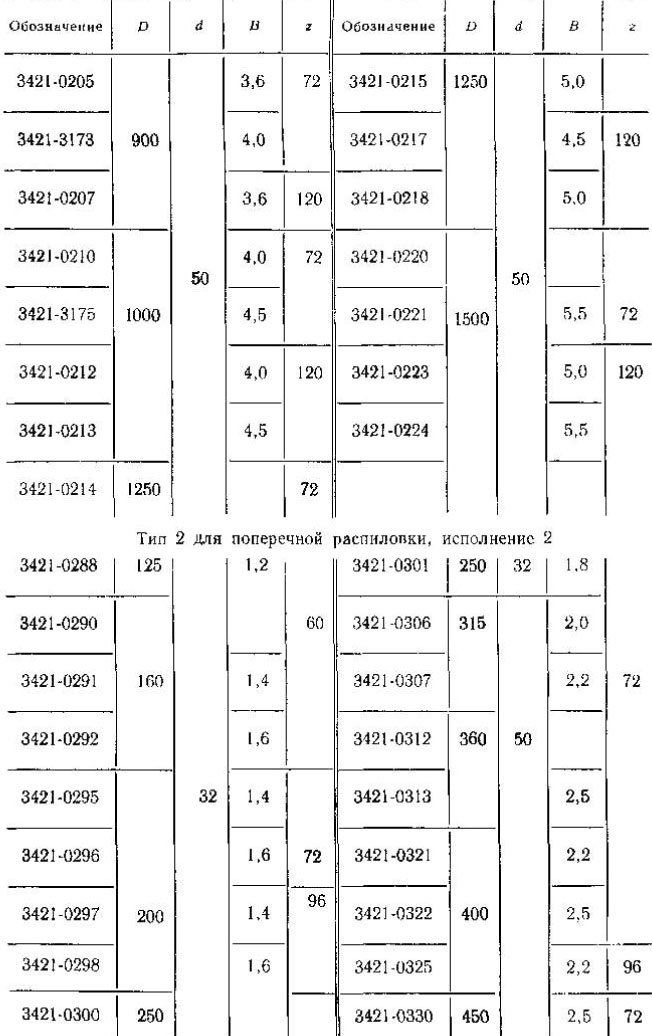
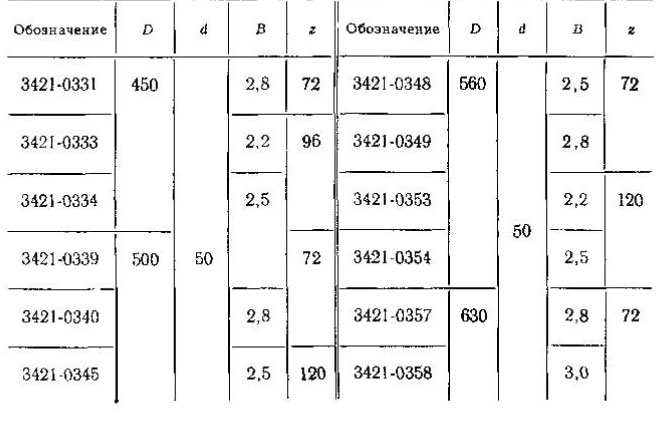
19 Основные размеры круглых плоских пил в мм
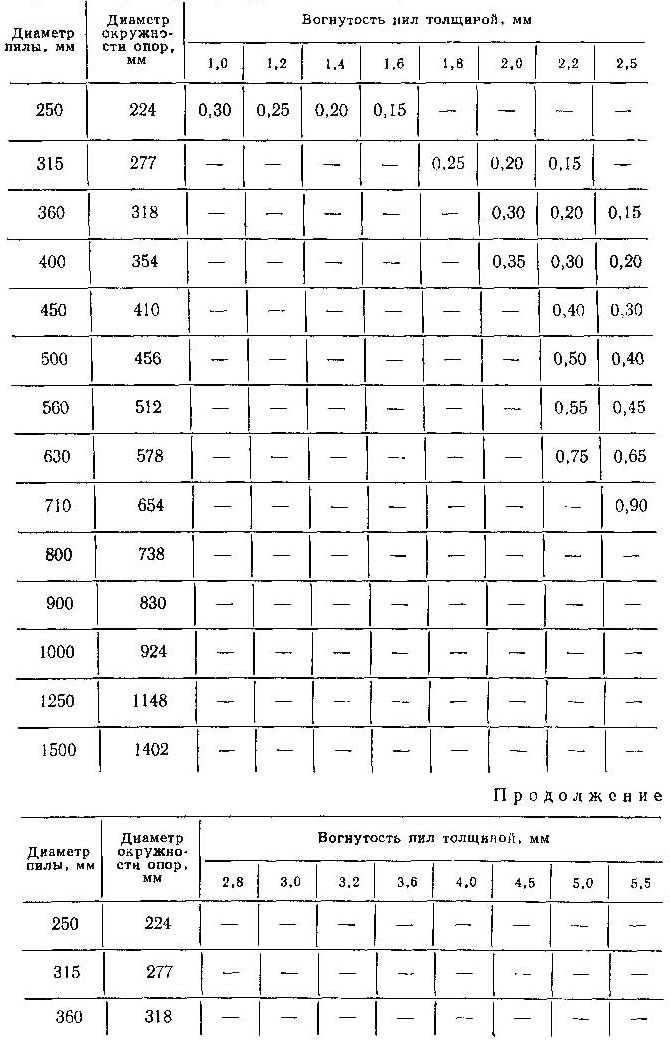
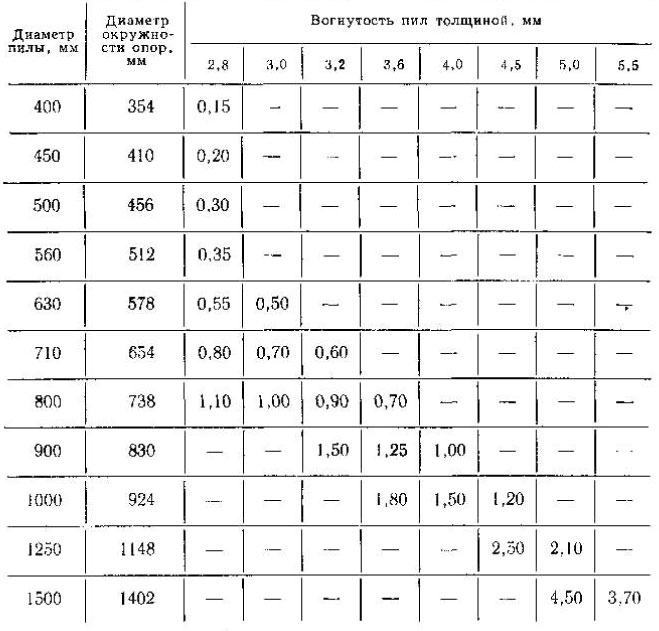
20. Вогнутость круглых плоских пил, мм
У пил с плющеными зубьями число зубьев меньше в 1,5 раза, чем с разведенными.
Подготовка диска круглых плоских пил. Пилы диаметром 250… 1500 мм поступают с завода-изготовителя потребителям с нормированным напряженным состоянием, характеризуемым ввеличиной вогнутости (табл. 20). Величину вогнутости определяют при горизонтальном расположении пилы на трех равномерно расположенных точечных опорах. Измерения производят с обеих сторон пилы на расстоянии 50 мм от ее
ления со скоростями 40…60 м/с. При скоростях peзания свыше 60 м/с и чены или уменьшены в 1,5 раза [33]
В процессе работы в пиле могут возникнуть дефекты формы и напряженного состояния. Устранение этих дефектов производится путем правки, проковки и вальцевания. Последовательность операций, оборудование, инструмент, приемы подготовки дисков круглых пил подробно описаны в литературе [7, 25, 34].
Подготовка зубьев пил заключается в операциях по разводу или плющению зубьев и их заточке. Зубья пил для поперечной распиловки подвергаются разводу, а для продольной — разводу или плющению. Метод плющения рекомендуется и первую очередь для пил многопильных. круглопильных и ребровых станков. Величины уширения зубьев на сторону приведены в табл. 21, 21.
Уширение зубьев круглых пил, мм

Примечание. В числителе — величина уширения пил для продольной распиловки, в знаменателе — для поперечной.
Развод пил проводят на разводном станке РПК8 (диаметр пил 160… 800 мм) или с помощью ручных устройств для развода. Плющение осуществляют на станках 11ХФК8-2 {диаметры пил 300… 900 мм) или с помощью ручных плющилок и формовок.
Для заточки круглых пил имеется игирокая гамма заточных станков: универсальный станок для заточки круглых и рамных пил и плоских ножей ТчПА6 (диаметр пил 200… 1250 мм), универсальный станок для заточки круглых рамных и ленточных пил ТчПА6 (диаметр пил 180… 1000 мм), специализированные полуавтоматы ТчПК4 и ТчПК4-2 (диаметр пил 120… 400 мм), ТчПК8-2 (диаметр пил 120… 1000 мм), ТчПК16-2 (диаметр пил 400… 1600 мм), ТчПК22-2 (диаметр пил 800… 2200 мм) и др.
Зубья пил типа 2 для поперечной распиловки должны иметь следующие углы наклона передних и задних поверхностей (углы косой заточки): 45° — при распиловке пиломатериалов хвойных пород; 55° — при распиловке пиломатериалов твердых пород; 65° — при распиловке бревен. На станке ТчПН6 наибольший угол поворота шлифовального круга при косой заточке не превышает 30°.
Характеристика кругов, режим заточки описаны и 2.1.2 и 222. Подготовленные к работе пилы должны отвечать следующим требованиям; 1. На торцовых поверхностях не допускаются следы от ударов молотком глубиной более 0,06 мм для пил диаметром до 900 мм, 0,08 мм — для пил диаметром свыше 900 мм. 2. Отклонения от прямолинейности торцовых поверхностей пилы не должны превышать для пил диаметром до 450 мм —0,1 мм; 450 . . . 800 мм — 0,2 мм; 8ОО…10ОО мм — 0,5 мм; 1250 мм -0,4; 1500 мм —0,5 мм; в зоне зажимных фланцев — не более 0,05 мм. 3. Величины вогнутости при расположении пилы в горизонталь-ной плоскости на трех опорах должны соответствовать данным табл. 20. 4. Разность между любыми шагами зубьев пилы не должна превышать при шаге зубьев до 10 мм —0,2 мм; 10… 20 мм — 0,3 мм; 20… 40 мм — 0,5 мм; свыше 40 мм — 0,8 мм. 5. Радиальное и торцовое биение зубьев не должны превышать значений, приведенных в табл. 22.
22. Допускаемые величины биения пил, мм

б. Предельнее отклонение углов не должно превышать ±2°. 7. Шероховатость заточенных поверхностей должна характеризоваться высотой неровностей не более Rz=20 мкм, 8. Отклонение профиля зубьев от
Установка пил. При установке пил должно быть обеспечено надежное их закрепление. Радиальное биение шпинделя станка и торцовое биение основного зажимного фланца на периферии не должны превышать 0,03 мм.
Для пил диаметром свыше 400 мм должны применяться боковые направляющие. Зазор между направляющими и торцовыми поверхностями пилы при ее проворачивании должен быть 0,1 мм. Пилы типа 1 для продольной распиловки должны работать в комплекте с расклинивающими ножами, которые устанавливаются на расстоянии II). ..15 мм позади пил в плоскости их вращения. Толщина задней кромки ножей должна быть не менее ширины пропила плюс 0,2 мм. Выступание пилы над распиливаемым материалом должно быть минимальное п равно 10… 40 мм.

