Для осуществления процесса резания необходимо, чтобы режущая часть инструмента имела форму клина. Основными элементами режущей части инструмента являются передняя и задняя поверхности клина, пересечение которых образует главную режущую кромку. Пересечение передней и боковых поверхностей клина образует вспомогательные кромки Если эти кромки принимают участие в формировании новой поверхности, то они называются вспомогательными режущими кромками. При открытом резании (формирование плоских н криволинейных поверхностей) в работе участвует только главная режущая кромка. При полузакрытом резании (например, формирование четверти) наряду с главной режущей кромкой в работе участвует и одна вспомогательная режущая кромка. Для закрытого резания (например, пиление, фрезерование пазов) характерно участие трех режущих кромок — главной и двух вспомогательных.
Теоретически режущая кромка — это линия пересечения двух поверхностей. В реальном инструменте режущая кромка представляет собой переходную поверхность, сопрягаемую с передней и задней или передней и боковой поверхностями клина. Размеры и форма этой поверхности характеризуют износ и затупление инструмента Износ определяется радиусом закругления, величиной линейного укорочения по передней поверхности или по биссектрисе угла заострения, площадью изношенной части и т. п. Под затуплением инструмента понимается измерение его микрогеометрии в результате износа.
Углы инструмента измеряют п главной секущей плоскости, перпендикулярной проекции режущей кромки на основную плоскость (плоскость чертежа) в рассматриваемой точке режущей кромки. Передний угол у — угол между плоскостью, перпендикулярной к плоскости резания, и касательной к передней поверхности. Задний угол а — угол между следом плоскости резания и касательной к задней поверхности инструмента. Угол заострения 0 — угол между передней и задней поверхностями (рис. 1, а).
Во вспомогательной секущей плоскости, перпендикулярной проекции вспомогательной режущей кромки на основную плоскость (сечения А — А, рис. I, б), различают задний угол по вспомогательной режущей кромке α всп. Угол наклона режущей кромки к — угол, между режущей кромкой и линией, проведенной через вершину инструмента параллельно основной плоскости (рис. 1, я). Для уменьшения трения отдельные типы инструмента изготовляют с углами поднутрения (рис. 1, е)
Угловые параметры инструмента оказывают существенное влияние на процесс резания, качество обработанной поверхности, производительностью процесса и стойкость инструмента. Оптимальные угловые параметры зависят от конкретных условий обработки Проанализируем выбор угловых параметров на примере фрезерования древесины.

Рис 1 Угловые параметры инструмента:
а — главные углы, б — задний углы по вспомогательной режущей кромке, в — угол наклона режущей кромки, г — угол поднутрения. 1 — передняя поверхность.
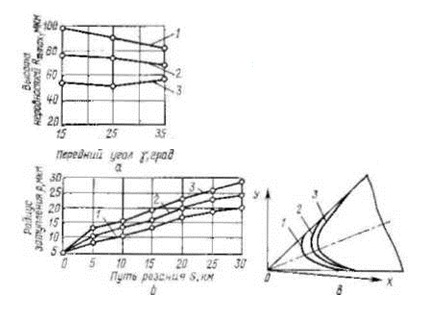
Pис 2 Влияние переднего угла γ на показатели процесса α .. высоту неровностей Rm mах при фрезе ровании инструментом с различным радиусом затупления, 1 — р = 25 нкм, 2 — р = 15 мкм 3 — р — б мкм б — износ инструмента
Передний угол. Увеличение переднего угла приводит к снижению усилий резания и, как следствие, — к направленному перерезанию волокон и увеличению стойкости инструмента. Влияние переднего угла на шеро ховатость поверхности при продольном фрезеровании древесины показано на рис. 2, α При переходе от продольного к продольно-торцевому резанию возможно появление неровностей разрушения в виде заколов на обработанной поверхности (фрезерование против слоя). Установлено [10], что в этом случае уменьшение переднего угла приводит к повышению качества поверхности, так как со стороны передней поверхности создается дополнительное давление ни срезаемую стружку, которое препятствует образованию опережающей трещины Эти справедливо для фрезерования с малыми подачами на резец (Sz≤I мм).
При больших подачах положительного влияния малых передних углов не наблюдается. При фрезеровании в торец и поперек волокон необходимо стремиться к увеличению переднего угла, так как при малых значениях этого угла и больших усилиях резания увеличиваются число концевых сколов и шероховатость поверхности. Увеличение переднего
рис. 2, б представлены данные, характеризующие влияние переднего угла на износ инструмента при фрезеровании древесины. Выбор больших передних углов целесообразен и при обработке древесных материалов. В то же время не исключается применение в обоснованных случаях инструмента с нулевыми или отрицательными передними углами. Например,
кромок щитов применяют пилы с отрицательным передним углом (γ = —20°), что обеспечивает качественное перерезание этого материала с опорой на основу (кромку щита).
Угол заострения Величину угла заострения выбирают в зависимости от прочности материала резца Установлено, что при угле заостре¬ния 40 ..45° обеспечивается необходимое сопротивление режущей кромки выкрашиванию. Взаимосвязь угла заострения с передним и задним углами видна из формулы 0=90″—(γ α)
Задний угол. Наличие заднего угла инструмента обеспечивает свободное перемещение инструмента по обрабатываемой поверхности и уменьшение трения и износа по задней поверхности При малом заднем угле увеличивается площадь контакта и, следовательно, возрастают усилия резания. Это наиболее проявляется при задних углах а≤5° В то же время значительно увеличивать задний угол нельзя, так как при этом уменьшается прочность режущего клина. Поэтому рекомендуются значения заднего угла 10… 20˚. При обработке древесных материалов процесс резания происходит с малой толщиной стружки и абразивным воздействием обрабатываемого материала, что приводит к малому износу по передней поверхности инструмента и образованию площадки износа по задней поверхности инструмента.
Интенсивность износа по задней поверхности тем меньше, чем больше задний угол Анализируя влияние заднего и переднего углов, необходимо учитывать кинематику процесса резания. При вращательном движении инструмента и поступательном движении обрабатываемого материала значения заднего и переднего углов будут отличаться от их значений в статике.